








快速生产大口径硅胶管的方法
首先为了快速高效提高挤出大口径硅胶管的方法是调整进料口温度。它通过提高固体输送改善处理,并通过进料喉水排出未取代热量降低了能源。 保持一致的次料的形式。保持一致的形状促进堆积密度,提高了流量在进料斗,和一个使在螺杆的进料区一致的输送。所有这些因素都影响螺钉的输出稳定。
加工聚合物酷螺丝时,尽量减少退化。使用有一种倾向,粘在进料部的螺钉的根的聚合物时,这是很重要的。散热孔的节结束前应停止。延伸超过该点的孔可能导致螺杆变得不稳定。使用全长孔加工热敏感材料,如硬质PVC。 返回:正确的机器选择+设置=成功的医疗挤出机 当开始的挤出机用一个空的螺钉,开始转动螺丝缓慢,然后通过打开进料喉滑动门引入树脂。这种逐渐动作使聚合物缓缓工作下来的螺钉和熔融,提供了螺杆螺纹和机筒之间的润滑剂。
润滑防止损坏螺钉飞行硬表面和筒衬的可能性。螺杆后打开滑门正在转向将有助于降低熔融块上的螺纹成形的可能性。 只使用处理过的水在闭环,水冷筒体系统(通常在较大尺寸的挤出机中)。水是高的矿物质将污浊水通路在系统的加热器通道,热交换器,以及其他组件。加入乙二醇到该系统可以降低其有效性来冷却,因为乙二醇改变水的闪点。 对齐大口径硅胶管挤出机桶作为维护程序的一部分。可以肯定的是经验丰富的公司做了调整。
这项工作应每半年或一年一次,所以你必须对设备的状态的历史。它也需要一个桶,进料喉,或齿轮箱被安装到大口径硅胶管挤压机,并当挤压机被重新定位每次完成。一个正确执行桶对准降低了这些组件失败的风险。 选择一个螺丝供应商,挤出实验室,您可以在试验带来的。这使得挤出机定制和新材料工作时更改螺丝更快地尤为明显。 有运行各种树脂和管道尺寸的能力。大口径硅胶管挤出机可能有多个螺杆设计的一体机,因为没有这样的东西作为一个“螺丝钉适合所有”的情景。
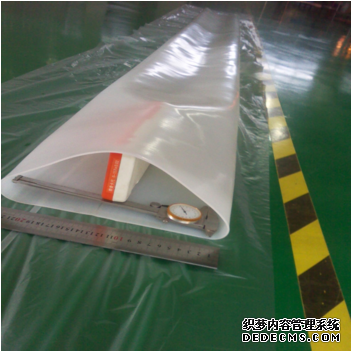
大口径硅胶管顾名思义是直径比较大的硅胶管,通常直径在40MM到100MM直径之间,其它性能和硅胶管一样。大口径硅胶管市场应用比较少,生产难度大,工艺调整复杂,很多厂家都不愿意生产,所以大口径硅胶管的生产厂家比较少,庆图橡胶投入重金,引进最新技术的大口径硅胶管生产线,目前可以连续生产直径在100毫米以内的任意尺寸硅胶管,可以连续生产,没有接缝,没有接头,极大的降低了客户的采购成本,
庆图橡胶是一家专业生产大口径硅胶管、普通硅胶管的生产工厂,产品质优价廉,供货及时,欢迎来电咨询采购 021-5786 3096


